




Niezgodne płyny powodują natychmiastoweuszczelnienie mechaniczneawaria, prowadząca do znaczącychNieszczelność uszczelnienia mechanicznegoi kosztowne przestoje systemu. Kompatybilność z płynami bezpośrednio decyduje o żywotności i niezawodności uszczelnienia mechanicznego. Na przykład, wybór odpowiedniegoPierścień uszczelniającyMateriał ma kluczowe znaczenie. Właściwy dobór materiału do uszczelnień mechanicznych, np. poprzez zastosowanieUszczelki z węglika krzemuW razie potrzeby zapobiega przedwczesnemu zużyciu i katastrofalnym awariom. Jest to szczególnie ważne w przypadkuuszczelnienia mechaniczne odporne na działanie chemikaliów do agresywnychgłoska bezdźwięczna.
Najważniejsze wnioski
- Zgodność płynów jest bardzo ważna dlauszczelnienia mechaniczne. Zapobiega pękaniu uszczelek i przeciekaniu.
- Niekompatybilne płyny mogą powodować wiele problemów, takich jak uszkodzenia materiału, korozja i przedwczesne zużycie uszczelnień.
- Wybór odpowiednich materiałów na uszczelki jest kluczowy. Dzięki temu uszczelka będzie działać dobrze i długo.
- Testowanie płynów i materiałów jest bardzo pomocne. Pozwala upewnić się, że uszczelki poradzą sobie z zadaniem, do którego zostały stworzone.
- Ignorowanie kompatybilności płynów kosztuje. Może również powodować problemy z bezpieczeństwem i szkodzić środowisku.
Zrozumienie kompatybilności płynów w przypadku uszczelnień mechanicznych
Definicja zgodności chemicznej
Zgodność chemiczna odnosi się do zdolności materiału uszczelnienia mechanicznego do przeciwdziałania degradacji w kontakcie z określonym płynem. Odporność ta jest kluczowa dla zapobiegania uszkodzeniom uszczelnienia. Zgodność chemiczną definiuje kilka kluczowych właściwości chemicznych. Należą do nich temperatura robocza płynu, jego pH oraz ciśnienie w układzie. Stężenie substancji chemicznej w płynie również odgrywa istotną rolę. Na przykład, materiał uszczelnienia może działać prawidłowo w rozcieńczonym roztworze chemicznym. Jednak może szybko ulec uszkodzeniu w kontakcie z wysoce stężoną wersją tej samej substancji chemicznej. Inżynierowie muszą dokładnie ocenić te czynniki. Taka ocena pomaga zapobiec uszkodzeniu materiału, korozji lub innym formom oddziaływania chemicznego, które mogą negatywnie wpłynąć na uszczelnienie.integralność uszczelnienia.
Rozważania dotyczące własności fizycznej
Oprócz reakcji chemicznych, właściwości fizyczne cieczy mają istotny wpływ na działanie uszczelnienia mechanicznego. Lepkość i ciężar właściwy cieczy są czynnikami krytycznymi dla działania uszczelnienia. Ciecze o niskiej lepkości, takie jak czysta woda, mogą prowadzić do szybszego zużycia powierzchni uszczelniających. Dzieje się tak, ponieważ nie zapewniają one wystarczającego podtrzymania filmu olejowego, zwłaszcza wraz ze wzrostem temperatury cieczy. Taka sytuacja często stwarza problemy dla systemów Plan 54. Z kolei dodanie glikoli, takich jak glikol etylenowy lub glikol propylenowy, do wody zwiększa lepkość mieszaniny. Zapewnia to lepsze smarowanie powierzchni uszczelniających, wydłużając ich żywotność. Ciecze barierowe o wysokiej lepkości wymagają jednak stosowania kombinacji materiałów twardych na twarde powierzchnie, takich jak węglik krzemu zamiast węglika krzemu. Zapobiega to powstawaniu pęcherzy na powierzchniach węglowych, które mogą występować w przypadku miękkich materiałów. Ponadto, ciecze o niskiej lepkości, takie jak proste alkohole (metanol, etanol, propanol), są generalnie nieodpowiednie do utrzymania stabilnego filmu olejowego. Mają one słabe właściwości smarne i wysokie prężności par. Pozostaje to prawdą pomimo ich zdolności do zachowania płynności i umiarkowanej lepkości w bardzo niskich temperaturach. Prawidłowe uwzględnienie tych właściwości fizycznych zapewnia długowieczność i niezawodną pracę.Uszczelnienia mechaniczne.

Mechanizmy uszkodzenia uszczelnienia mechanicznego z powodu niekompatybilności
Degradacja materiałów i korozja
Niezgodność chemiczna często prowadzi do degradacji materiału i korozji in Uszczelnienia mechaniczneDzieje się tak, gdy materiały uszczelnień, w tym powierzchnie uszczelniające i elastomery, nie są w stanie wytrzymać składu chemicznego, temperatury i ciśnienia medium procesowego. Ta niezgodność powoduje atak chemiczny, który powoduje pęcznienie, kurczenie się, pękanie lub korozję elementów uszczelnienia. Takie uszkodzenia naruszają integralność i właściwości mechaniczne uszczelnienia, co ostatecznie prowadzi do wycieków i skrócenia jego żywotności.Koksowanie jest inną formą degradacji materiałuPowstaje w wyniku utleniania lub rozkładu chemicznego produktu, w wyniku czego na elementach uszczelnienia tworzą się ciężkie pozostałości.
Mogą wystąpić różne specyficzne mechanizmy korozjiKorozja naprężeniowa występuje w materiałach metalowych poddanych naprężeniom w środowisku korozyjnym. Prowadzi to do powstawania selektywnych rowków korozyjnych, korozji miejscowej i ostatecznie pęknięć. Na korozję podatne są austenityczna stal nierdzewna i stopy miedzi, na przykład tuleja napędowa 1Cr18Ni9Ti w pompach wodnych amoniaku. Ścieranie wiąże się z niszczeniem materiału w wyniku naprzemiennego działania zużycia i korozji. Czynnik korozyjny przyspiesza reakcje chemiczne na powierzchni styku uszczelnienia, niszcząc ochronną warstwę tlenku i prowadząc do dalszej korozji. Korozja szczelinowa występuje w małych szczelinach między elementami metalowymi lub niemetalowymi. Zalegające w tych szczelinach media przyspieszają korozję metalu. Jest to widoczne między gniazdami sprężyn uszczelnienia mechanicznego a wałami lub między pierścieniami kompensacyjnymi a wałami, powodując powstawanie rowków lub punktów korozji.
Korozja elektrochemiczna obejmuje różne materiały w roztworze elektrolitu. Zmienne potencjały własne tworzą efekt sprzężenia elektrycznego, sprzyjając korozji w jednym materiale, a hamując ją w innym. Jest to powszechne w przypadku par ciernych uszczelnień mechanicznych, takich jak miedź i stal niklowo-chromowa w środowisku utleniającym. Korozja kompleksowa obejmuje równomierną korozję na całej powierzchni części mających kontakt z medium. Powoduje to redukcję masy, utratę wytrzymałości i zmniejszenie twardości. Przykładem są sprężyny wielowarstwowe ze stali nierdzewnej 1Cr18Ni9Ti w rozcieńczonym kwasie siarkowym. Lokalna korozja objawia się wytrawionymi plamami lub otworami. Warstwa powierzchniowa staje się luźna i porowata, łatwo się odkleja i traci odporność na zużycie. Jest to selektywne rozpuszczanie fazy w stopach wielofazowych lub pierwiastka w jednofazowych roztworach stałych. Przykładami są węglik spiekany na bazie kobaltu w wysokotemperaturowych, silnie alkalicznych substancjach oraz węglik krzemu spiekany reakcyjnie, w którym koroduje wolny krzem.
Pęcznienie i kruchość elastomerów
Niekompatybilne płyny powodują poważne problemy, takie jak pęcznienie i kruchość elastomerów, które są kluczowymi elementami uszczelnień mechanicznych. Na przykład,Elastomery NBR wystawione na działanie środowiska wodoru pod wysokim ciśnieniemdoświadczają nadmiernego przenikania wodoru. Prowadzi to do pęcznienia, powstawania pęcherzy i szybkiej degradacji integralności mechanicznej, często skutkując awarią RGD (szybkiej dekompresji gazu) i penetracją pęknięć. Tradycyjne elastomery również ulegają pęcznieniu i powstawaniu pęcherzy z powodu przenikania i rozpuszczania wodoru w podobnych warunkach wysokiego ciśnienia wodoru.
Inne rodzaje płynów również stanowią zagrożenie dla określonych elastomerówNa przykład EPDM pęcznieje i mięknie w kontakcie z produktami ropopochodnymi, takimi jak paliwa, oleje smarowe/smary oraz oleje/tłuszcze roślinne lub naturalne. Elastomery FKM/Viton ulegają degradacji pod wpływem substancji o wysokim pH (zasadowych), zwłaszcza amoniaku występującego w olejach sprężarek chłodniczych. To narażenie powoduje przedwczesne odkształcenie trwałe, pękanie powierzchni i utratę elastyczności. Octany, w tym kwas octowy, kwas nadoctowy/nadoctowy, octan etylu, octan butylu i sole octanowe, również powodują poważne problemy dla FKM/Viton. Płyny te prowadzą do pęcznienia, mięknięcia, uszkodzenia lub pękania powierzchni, utraty elastyczności i pamięci kształtu oraz przedwczesnego przeciekania. Podobnie akrylany, takie jak kwas akrylowy, poli(akrylan winylu), akrylan metylu/etylu/butylu i metakrylany (np. metakrylan metylu) powodują podobną degradację w FKM/Vitonie, co często wymaga stosowania bardziej odpornych materiałów, takich jak PTFE lub FFKM.
Atak chemiczny i rozpuszczanie
Atak chemiczny i rozpuszczanie stanowią poważne formy niezgodności. Agresywne płyny mogą bezpośrednio reagować z materiałem uszczelnienia, niszcząc jego strukturę molekularną. Proces ten osłabia materiał, czyniąc go kruchym lub miękkim. Na przykład, silne kwasy lub zasady mogą rozpuszczać niektóre polimery lub metale stosowane w konstrukcji uszczelnień. Ta reakcja chemiczna usuwa materiał z elementów uszczelnienia, prowadząc do ich ścieniania, wżerów lub całkowitego rozpadu. W takich warunkach integralność powierzchni uszczelnienia lub wtórnych elementów uszczelniających gwałtownie maleje. Powoduje to natychmiastowy wyciek i katastrofalne uszkodzenie uszczelnienia. Skala ataku chemicznego zależy od stężenia płynu, temperatury i czasu ekspozycji. Nawet pozornie łagodne chemikalia mogą z czasem spowodować znaczne uszkodzenia, jeśli materiał uszczelnienia nie ma odpowiedniej odporności.
Zużycie ścierne i erozja
Zużycie ścierne jest częstą przyczyną awarii uszczelnień mechanicznych. Twarde cząstki w płynie procesowym ocierają się o powierzchnie uszczelnienia. Cząsteczki te działają jakomateriały ściernePowodują szybsze zużycie powierzchni uszczelniających. Płyny o wysokiej zawartości cząstek stałych ścierają powierzchnie uszczelniające. To równieżwpływa na ich wyrównanieZanieczyszczenie płynu procesowego cząstkami ściernymi przyspiesza zużycie uszczelnień. Prowadzi to dowyciek przez główny interfejs uszczelniającyZ czasem w płynie gromadzą się cząstki ściernezmniejszyć skuteczność uszczelnieniaTen mechanizm zużycia nasila się w zastosowaniach obejmującychpłyny zawierające ciała stałe lub materiały ścierne.
Degradacja termiczna elementów uszczelnień
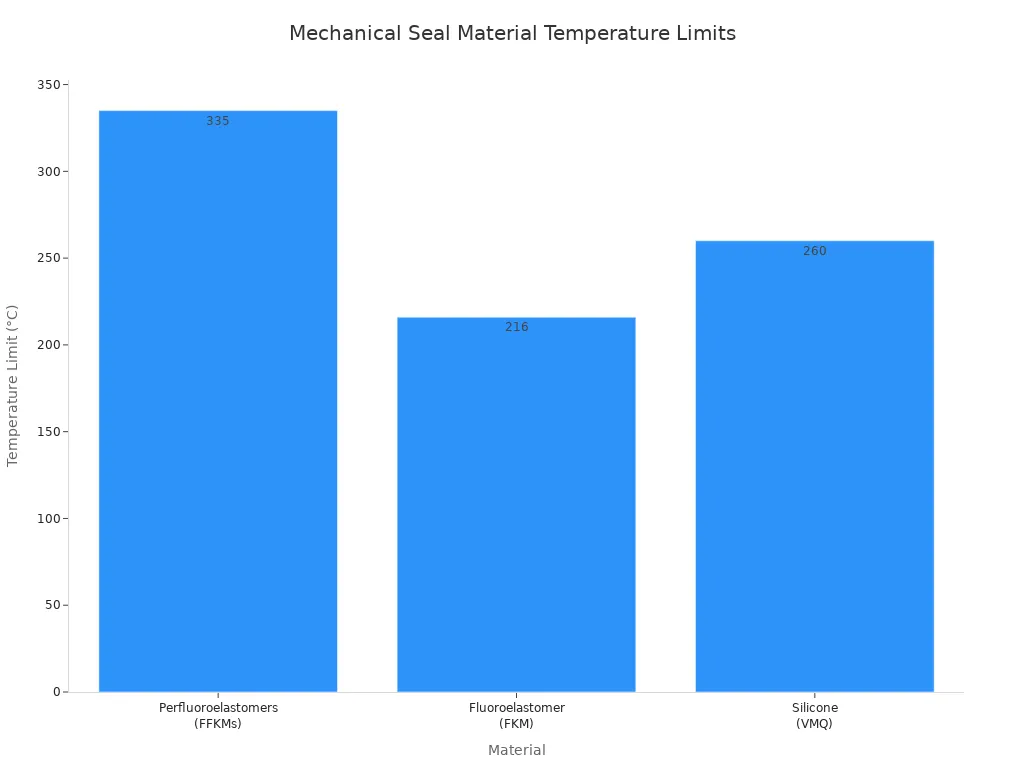
Degradacja termiczna następuje, gdy wysokie temperatury uszkadzają materiały uszczelnień. Niekompatybilne płyny mogą pracować w ekstremalnych temperaturach. Mogą one również powodować reakcje egzotermiczne. Takie warunki powodują, że materiały uszczelnień przekraczają swoje granice wytrzymałości. Każdy materiał uszczelnienia ma krytyczną granicę temperatury. Przekroczenie tej granicy powoduje utratę wytrzymałości i integralności materiału.
Należy wziąć pod uwagę poniższe ograniczenia temperaturowe dla powszechnie stosowanych materiałów uszczelniających:
| Tworzywo | Limit temperatury (°C) | Limit temperatury (°F) |
|---|---|---|
| Perfluoroelastomery (FFKM) | 335 | 635 |
| Fluoroelastomer (FKM) | 200-232 | 392-450 |
| Silikon (VMQ) | 260 | 500 |
Wysokowydajne uszczelki są zazwyczaj w stanie wytrzymać temperatury do316°C (600°F)lub wyższej. Materiały takie jak grafit i węglik krzemu są znane ze swojej stabilności termicznej w zastosowaniach wysokotemperaturowych. Gdy materiały ulegają degradacji termicznej, stają się kruche, miękkie, a nawet topią się. To osłabia zdolność uszczelnienia do zapobiegania przeciekom.
Wpływ niekompatybilnych płynów na wydajność operacyjną

Zwiększone wycieki i straty produktu
Niekompatybilne płyny bezpośrednio powodują zwiększone wycieki z uszczelnień mechanicznych. Gdy materiał uszczelnienia nie jest w stanie wytrzymać działania zawartego w nim płynu, traci on swoją integralność. Prowadzi to do wycieku płynu z układu. Takie wycieki powodują znaczne straty produktu, zwłaszcza w przypadku cennych lub niebezpiecznych substancji chemicznych. To nie tylko marnuje zasoby, ale także wymusza częste uzupełnianie lub wymianę utraconego płynu. Ciągła utrata produktu ma bezpośredni wpływ na wyniki finansowe firmy.
Krótszy czas sprawności sprzętu i niższa produktywność
Awaria uszczelnienia mechanicznego, często spowodowana niezgodnością płynów, znacząco wpływa na całkowity czas sprawności urządzeń i wydajność produkcji. Zastosowanie nieodpowiedniego materiału uszczelnienia, nieodpowiedniego do warunków pracy, takich jak temperatura, ciśnienie lub narażenie na działanie substancji chemicznych, może prowadzić do szybkiego pogorszenia stanu uszczelnienia. Podobnie, zmiana płynów bez uwzględnienia ich zgodności z materiałem uszczelnienia może powodować reakcje chemiczne. Reakcje te prowadzą do:zmiękczenie, pęcznienie, pękanie lub inne formy degradacjiProblemy te ograniczają zdolność uszczelnienia do skutecznego zatrzymywania płynów. Prowadzi to do nieefektywności systemu, wzrostu kosztów konserwacji i przestojów. Na przykład rafineria może ponieść straty rzędu50 000 dolarów za godzinę z powodu przestojuSpowodowane nieszczelnością uszczelnienia mechanicznego. W jednym konkretnym przypadku zakład poniósł stratę 100 000 dolarów z tytułu napraw i spadku produkcji z powodu nieszczelności. To pokazuje, jak poważne konsekwencje ekonomiczne niosą ze sobą takie awarie.
Podwyższone koszty konserwacji uszczelnień mechanicznych
Niezgodne płyny powodują wyższe koszty konserwacjiUszczelnienia mechaniczneGdy uszczelnienia ulegają przedwczesnemu uszkodzeniu z powodu działania substancji chemicznych lub degradacji, wymagają częstszej wymiany. Zwiększa to zapotrzebowanie na części zamienne i robociznę. Technicy muszą poświęcać więcej czasu na diagnostykę i naprawę usterek. Powtarzające się awarie oznaczają również więcej doraźnych napraw, które często są droższe niż planowana konserwacja. Te wysokie koszty bezpośrednio obniżają rentowność i obciążają budżety konserwacyjne.
Zagrożenia bezpieczeństwa i ryzyko środowiskowe
Niekompatybilne płyny stanowią poważne zagrożenie dla bezpieczeństwa i środowiska. Wycieki z uszkodzonych uszczelnień mechanicznych narażają pracowników na działanie toksycznych substancji chemicznych lub szkodliwych gazów. To narażenie może powodować poważne komplikacje zdrowotne, w tym podrażnienia skóry i płuc, uczulenie dróg oddechowych, a nawet rakotwórczość. Poważne incydenty, takie jak pożary, wybuchy, hospitalizacje i ofiary śmiertelne, miały miejsce z powodu uwolnienia niebezpiecznych substancji chemicznych. Oprócz wpływu na zdrowie ludzi, wycieki przemysłowe prowadzą do wycieków substancji chemicznych lub toksyn unoszących się w powietrzu. Zdarzenia te powodują długotrwałe szkody w środowisku, zanieczyszczając siedliska i różnorodność biologiczną. Przykładami takich zdarzeń są:Wyciek ropy z platformy Deepwater Horizon i tragedia gazowa w BhopaluPodkreślają potencjalne ryzyko katastrof ekologicznych. Wyciekające produkty ropopochodne, na przykład, zanieczyszczają glebę i źródła wody, zagrażając dzikiej przyrodzie i zdrowiu ludzi. Łatwopalne płyny stwarzają bezpośrednie ryzyko pożaru i wybuchu. Nawet wycieki wody, choć pozornie mniej poważne, przyczyniają się do obciążenia ograniczonych zasobów wodnych i mogą powodować obrażenia ciała, uszkodzenia konstrukcji i korozję.Prawidłowy montaż uszczelkiPomaga przedsiębiorstwom minimalizować wpływ na środowisko i spełniać rygorystyczne przepisy bezpieczeństwa.
Zagrożona wydajność i niezawodność systemu
Niezgodność płynów bezpośrednio zagraża wydajności i niezawodności całego systemu. Niezgodność materiałów powoduje pęcznienie, korozję lub kruchość elementów uszczelnienia. Agresywne płyny chemicznie atakują i powodują korozję materiałów uszczelnienia, gdy inżynierowie nie dobierają ich prawidłowo do danego zastosowania. Wybór niewłaściwego uszczelnienia prowadzi do przedwczesnej awarii, wzrostu kosztów i stwarza zagrożenie dla bezpieczeństwa. Niesprzyjające warunki pracy lub zmiany parametrów procesu mogą mieć negatywny wpływ na konstrukcję i właściwości materiałowe uszczelnienia, zmniejszając tym samym jego niezawodność. Zastosowanie, płyn procesowy i zmiany środowiskowe przyczyniają się do złożonej kombinacji czynników wpływających na niezawodność uszczelnienia. Niewłaściwe zastosowanie materiałów konstrukcyjnych to częsty błąd, który szybko prowadzi do przedwczesnej awarii uszczelnienia. Na przykład, lepkie płyny procesowe, takie jak klej lub melasa, mogą sklejać powierzchnie uszczelnienia, obniżając jego wydajność. Zmniejsza to wydajność systemu i zwiększa prawdopodobieństwo nieplanowanych przestojów, ostatecznie wpływając na całą integralność operacyjną.
Kluczowe czynniki zapewniające kompatybilność uszczelnień mechanicznych
Kompleksowa analiza płynów
Dokładna analiza płynu stanowi podstawę prawidłowego działania uszczelnienia mechanicznego. Inżynierowie muszą zrozumieć charakterystykę płynu procesowego, aby dobrać odpowiednie materiały uszczelniające. Analiza ta obejmuje kilka istotnych parametrów. Badają oni…reakcja płynu na zmiany temperaturyPodwyższone temperatury mogą sprawić, że roztwory wodne staną się słabymi smarami. Lekkie węglowodory mogą parować. Sole i substancje żrące mogą się wytrącać. Oleje mogą się rozkładać. Z kolei zbyt niskie temperatury prowadzą do twardnienia i wysokiej lepkości. To z kolei zwiększa siły ścinające i uszkodzenia powierzchni.
Analitycy biorą pod uwagę każdy składnik cieczy. Oceniają jej naturę. Obecność ciał stałych w pompowanym strumieniu jest kluczowa. Zanieczyszczenia żrące, takie jak H₂S czy chlorki, wymagają starannej oceny. Jeśli produkt jest roztworem, jego stężenie ma znaczenie. Inżynierowie określają również, czy produkt krzepnie w danych warunkach.
Lepkość płynu jest kwestią priorytetową, szczególnie w temperaturze roboczej. Decyduje o sposobie smarowania. W przypadku zastosowań o niskiej lepkości często wymagane są kombinacje materiałów miękkich i twardych. Płyny o wyższej lepkości umożliwiają pełne smarowanie filmem olejowym. Potencjalnie wykorzystuje to kombinacje materiałów twardych i twardych, aby uniknąć problemów, takich jak powstawanie pęcherzy w miękkich materiałach. Właściwości i stężenia zawieszonych ciał stałych lub cząstek krystalizacyjnych są również kluczowe. W zastosowaniach zanieczyszczonych lub zanieczyszczonych cząstki twardsze niż materiał powierzchni mogą powodować uszkodzenia. Wymaga to twardszych materiałów powierzchni. Płyny krystalizujące lub solne mogą również znacząco uszkodzić miękkie powierzchnie. Zgodność chemiczna materiałów ma kluczowe znaczenie. Powierzchnie uszczelnień są narażone na działanie różnych płynów procesowych. Niektóre z nich są agresywne i mogą reagować chemicznie ze składnikami materiału. Należą do nich materiał bazowy, spoiwo lub wypełniacz. Istotne są również czynniki termiczne. Czynniki zewnętrzne (pompowana ciecz, płaszcze grzewcze/chłodzące, schematy orurowania) i wewnętrzne (tarcie, turbulencje) wpływają na temperaturę powierzchni uszczelnienia. Mogą one prowadzić do rozszerzalności cieplnej lub kurczenia się. Mogą również zniszczyć impregnat lub materiał wiążący. Kolejnym problemem jest stożkowanie termiczne spowodowane osiowymi gradientami termicznymi.
Najlepsze praktyki w zakresie doboru materiałów do uszczelnień mechanicznych
Wybór odpowiednich materiałów ma kluczowe znaczenie dladługowieczność i wydajnośćUszczelnienia mechaniczne. Inżynierowie muszą dobrać materiały odporne na właściwości chemiczne i fizyczne konkretnego płynu. W przypadku zastosowań silnie korozyjnych, takich jak te z udziałem mocnych kwasów lub zasad, konieczny jest dobór odpowiednich materiałów. Dostępne są powierzchnie z grafitu węglowego o klasie kwasowej. Brakuje w nich wypełniacza żywicznego, co czyni je odpowiednimi pomimo niższej wytrzymałości w porównaniu z innymi gatunkami grafitu węglowego. Jednakże,węglik krzemu spiekany bezpośrednioW dużej mierze je zastąpił. Węglik krzemu jest powszechnym wyborem do twardych powierzchni. Zapewnia wysoką przewodność cieplną, odporność na ścieranie i chemikalia.
Chociaż węglik krzemu wiązany reaktywnie ma dobre właściwości przeciwzużyciowe, jego zawartość wolnego krzemu metalicznego na poziomie 8-12% ogranicza odporność chemiczną. To sprawia, że nie nadaje się do stosowania w przypadku silnych kwasów i zasad (pH poniżej 4 lub powyżej 11). Bezpośrednio spiekany węglik krzemu, znany również jako samospiekany węglik krzemu, oferuje doskonałą odporność chemiczną. Składa się niemal w całości z węglika krzemu, bez wolnego krzemu metalicznego. Dzięki temu jest odporny na większość chemikaliów i nadaje się do niemal każdego zastosowania uszczelnień mechanicznych, w tym do zastosowań silnie korozyjnych. Dodatkowo, w przypadku zastosowań silnie korozyjnych, w których żaden metal nie zapewnia wystarczającej kompatybilności chemicznej lub aby uniknąć wysokich kosztów metali wysokiej jakości, dostępne są konstrukcje uszczelnień bez elementów metalowych mających kontakt z medium.
W przypadku określonych, silnie korozyjnych płynów, takich jak kwas fluorowodorowy (HF), inżynierowie zalecają stosowanie konkretnych kombinacji materiałów. Powierzchnie uszczelniające wymagają chemicznie odpornych gatunków węgla oraz spiekanego węglika krzemu alfa. Konkretne gatunki węgla muszą zostać ocenione pod kątem kompatybilności i trwałości ze względu na lotność i ciśnienie kwasu fluorowodorowego. Perfluoroelastomery są zalecanym wtórnym elementem uszczelniającym. Elementy metalowe, takie jak dławnice i kołnierze, wykorzystują głównie metale wysokostopowe o doskonałej odporności na korozję.Stop Monel® 400był historycznie stosowany w wielu zastosowaniach kwasu HF.
Doradztwo dla producentów uszczelnień mechanicznych
Konsultacje z producentami uszczelnień mechanicznych na wczesnym etapie projektowania przynoszą znaczące korzyści w ocenie kompatybilności płynów. To proaktywne podejściezwiększa niezawodnośćWczesne konsultacje pomagają przewidzieć potencjalne awarie, takie jak niezgodność materiałowa. To prowadzi do bardziej solidnych projektów. Sprzyja również efektywności kosztowej. Wczesne zajęcie się ryzykiem związanym z kompatybilnością płynów obniża koszty cyklu życia. Minimalizuje to przestoje i wydatki na konserwację.
Producenci mogą oferować rozwiązania dostosowane do indywidualnych potrzeb. Projekty szyte na miarę spełniają specyficzne wymagania branżowe i wymagania dotyczące kompatybilności z płynami. To minimalizuje związane z tym ryzyko. Filozofia „poprawne rozwiązanie za pierwszym razem” jest możliwa do osiągnięcia. Systematyczne podejście gwarantuje, że początkowy projekt spełnia kryteria wydajności. Zmniejsza to potrzebę kosztownych iteracji spowodowanych problemami z kompatybilnością z płynami.
Dobór materiałów ma bezpośredni wpływ na wydajność, niezawodność i trwałość uszczelnienia. Wczesne konsultacje gwarantują, że wybrane materiały są kompatybilne z płynami procesowymi. Są odporne na korozję, erozję i działanie substancji chemicznych. Ta wczesna ocena jest niezbędna w środowiskach z płynami ściernymi, żrącymi lub o wysokiej temperaturze. Pomaga również rozważyć, jak zmiany właściwości płynu spowodowane ciśnieniem i temperaturą mogą wpłynąć na integralność materiału. To proaktywne podejście, w tym analiza trybów i skutków awarii (FMEA), pozwala na wczesną identyfikację i ograniczenie potencjalnych awarii związanych z kompatybilnością materiałową. Prowadzi to do zwiększenia niezawodności i efektywności kosztowej.
Protokoły badań laboratoryjnych i terenowych
Rygorystyczne protokoły badań laboratoryjnych i terenowych są niezbędne do weryfikacji zgodności materiału uszczelnienia mechanicznego z płynami procesowymi. Testy te zapewniają, że wybrane materiały wytrzymają warunki pracy. Standardowa metoda badawcza ASTM D471 zapewnia ustrukturyzowane podejście. Najpierw technicy przygotowują znormalizowane próbki testowe. Mierzą wymiary początkowe, wagę i twardość, rejestrując je jako właściwości bazowe. Następnie zanurzają próbki w oleju testowym w maksymalnej temperaturze roboczej. Czas zanurzenia wynosi zazwyczaj ok.Minimum 70 godzin, preferowane 168 godzinUtrzymują temperaturę w zakresie ±2°C. Po zanurzeniu technicy wyjmują próbki, osuszają powierzchnię olejem i mierzą je w ciągu 30 minut. Rejestrują zmiany objętości, masy i twardości. Opcjonalne testy obejmują wytrzymałość na rozciąganie i wydłużenie. Na koniec interpretują wyniki. Obejmuje to obliczenie procentowego pęcznienia objętościowego, ocenę zmiany twardości za pomocą twardościomierza Shore'a A oraz ocenę stanu fizycznego pod kątem pęknięć, zmiękczenia lub lepkości.
Istnieje również uproszczona alternatywa testowania w terenie. Ta metoda wymaga 3-5 zapasowych uszczelnień z każdego materiału, co najmniej 500 ml oleju sprężarkowego, źródła ciepła z regulacją temperatury (piekarnik lub płyta grzewcza), szklanych pojemników z pokrywkami, suwmiarek lub mikrometru oraz testera twardości Shore'a A. Procedura obejmuje pomiar i rejestrację początkowych wymiarów uszczelnienia i twardości. Następnie technicy zanurzają uszczelnienia w rozgrzanym oleju na 168 godzin (jeden tydzień). Po wyjęciu osuszają uszczelnienia i natychmiast mierzą wymiary i twardość. Obliczają zmianę procentową. Kryteria akceptacji obejmują zwiększenie objętości poniżej 10%, utratę twardości poniżej 10 Shore'a A oraz brak widocznych pęknięć, lepkości lub znacznego zmiękczenia.
Firma System Seals opracowała nowe metody badania kompatybilności materiałowo-płynowej. Metody te uwzględniają różne normy i bogate doświadczenie aplikacyjne. Badanie kompatybilności obejmuje trzy główne elementy: zmiany podstawowych właściwości mechanicznych, zmiany charakterystyki termicznej oraz parametry zależne od zastosowania. Aby zapewnić pełne nasycenie płynem i przyspieszyć starzenie, stosuje się określone parametry czasu i temperatury. Płyny z dodatkiem wody, takie jak glikole lub emulsje, są poddawane działaniu temperatur poniżej 100°C. Płyny na bazie oleju zazwyczaj pracują w temperaturach powyżej 100°C. Testy przeprowadzane są dla2016 godzin (12 tygodni)Aby zapewnić pełne nasycenie. Podstawowe parametry testu obejmują pęcznienie objętościowe, zmiany masy i gęstości, twardość, wytrzymałość na rozciąganie, wydłużenie, moduł sprężystości przy rozciąganiu 100%, pracę wyjścia (pole pod krzywą rozciągania do 20%), odkształcenie trwałe po ściskaniu i odporność na ścieranie. Pęcznienie objętościowe wskazuje na absorpcję płynu; skurcz jest bardziej problematyczny, zmniejszając siłę uszczelnienia. Inne parametry, takie jak objętość, grubość i gęstość, są monitorowane w celu oceny zmian wymiarów spowodowanych starzeniem chemicznym. Monitorowane zmiany właściwości mechanicznych obejmują twardość, moduł sprężystości przy rozciąganiu, moduł sprężystości przy rozciąganiu 100%, wytrzymałość na rozciąganie i wydłużenie przy zerwaniu. Ostatecznym celem jest ocena zdolności elastomeru do funkcjonowania jako uszczelnienie w zamierzonym zastosowaniu po wystawieniu na działanie płynu roboczego. Testy aplikacyjne należy przeprowadzić po ustaleniu kompatybilności rdzenia. Obejmuje to parametry przyspieszające wpływ ciśnienia, temperatury, wykończenia powierzchni i ruchu (posuwisto-zwrotnego, obrotowego, obrotowego).
Obowiązujące normy testowe wykazują znaczne rozbieżności. Norma ASTM D2000 zazwyczaj stosuje maksymalny czas ekspozycji wynoszący 70 godzin, co ogranicza możliwości długoterminowego przewidywania. Norma ASTM D4289, dotycząca smarów samochodowych, zaleca ograniczoną liczbę zmian właściwości do oceny. Norma ASTM D6546 obejmuje dodatkowe oceny właściwości, takie jak praca wyjścia i odkształcenie trwałe po ściskaniu, ale ogranicza czas trwania testu do 1000 godzin. Badania laboratoryjne firmy System Seals wykazały, że niektóre kombinacje cieczy i materiałów, kompatybilne po 1000 godzinach, stały się niekompatybilne po 2000 godzinach. Wiele zaleceń testowych nie zawiera ustalonych wytycznych dla zastosowań statycznych i dynamicznych. Większość norm testowych nie uwzględnia zmian temperatury przejścia, co jest kluczowe w przypadku zastosowań niskotemperaturowych. Stanowi to istotną lukę w historycznych metodach testowych.
Ocena warunków pracy (temperatura, ciśnienie, prędkość)
Ekstremalne temperatury i ciśnienia robocze znacząco wpływają na dobór materiałów uszczelnień mechanicznych pod kątem kompatybilności z płynami. Wysokie temperatury mogą powodować degradację elementów elastomerowych. Na przykład, elementy etylenowo-propylenowe ulegają degradacji i przeciekają.300° Fahrenheita (150° C)Wysokie temperatury powodują również koksowanie niektórych węglowodorów. Utrudnia to swobodny ruch elementów uszczelnienia mechanicznego. Płyny procesowe mogą parować przez powierzchnie uszczelnienia, powodując emisję gazów ulotnych. Aby sprostać tym wyzwaniom, dobór materiałów obejmuje elastomery opracowane dla określonych węglowodorów, temperatur i płynów płuczących. Powierzchnie uszczelnienia są projektowane pod kątem odporności i kompatybilności z płynami procesowymi. Przykładami są odmiany węglowe, nierdzewne, ceramiczne, wolframowe, krzemowe, grafitowe i niklowe. Do metalowych elementów uszczelnienia stosuje się stopy o niskim współczynniku rozszerzalności cieplnej, aby zminimalizować rozszerzalność cieplną, która zagraża wydajności uszczelnienia. Inconel i Hastelloy są preferowane ze względu na ich wyjątkowe właściwości termiczne. Wytrzymują one ekstremalne warunki bez uszczerbku dla integralności strukturalnej. Inconel charakteryzuje się doskonałą trwałością i odpornością na temperatury.przekraczającej 1000°CTo czyni go niezbędnym w przemyśle lotniczym i chemicznym. Ekstremalne temperatury niszczą materiały uszczelnień, prowadząc do degradacji lub kruchości. To pogarsza właściwości mechaniczne i powoduje awarię uszczelnień. Cykle termiczne pogłębiają to zjawisko, indukując zmęczenie materiału.
Wahania ciśnienia wymagają uszczelnień o zwiększonej wytrzymałości. Zapobiega to wyciekom w środowiskach wysokiego ciśnienia. Mechaniczne uszczelnienia czołowe są często stosowane w systemach wysokociśnieniowych. Uszczelnienia aktywowane sprężyną również pomagają zapobiegać wyciekom. Zgodność chemiczna pozostaje kluczowa dla zapobiegania degradacji materiału i zagrożeniom środowiskowym. Gwarantuje to, że uszczelnienie nie ulegnie zużyciu ani uszkodzeniu w wyniku działania substancji chemicznych. Elastomery, takie jak Viton, EPDM i nitryl, są dobierane na podstawie ich odporności na określone substancje chemiczne i płyny. Viton jest wysoce odporny na oleje i paliwa, idealny do zastosowań motoryzacyjnych i zazwyczaj charakteryzuje się najdłuższą żywotnością w kontakcie z węglowodorami. EPDM jest odporny na wodę i parę wodną, co czyni go odpowiednim do systemów HVAC. Nitryl zapewnia doskonałą odporność na ścieranie, ale może ulec pogorszeniu pod wpływem ozonu. Wysokie prędkości robocze generują również ciepło, co dodatkowo wpływa na czynniki termiczne przy doborze materiałów.
Najlepsze praktyki zapewniające trwałość uszczelnień mechanicznych
Regularne monitorowanie i inspekcje
Regularne monitorowanie i kontrola są niezbędne dlawydłużenie życiaUszczelnień Mechanicznych. W przypadku zastosowań krytycznych, takich jak uszczelnienia mieszkowe, personel powinienmiesięczne kontrole wizualnePrzeprowadzają również kwartalne oceny wydajności. Coroczne, szczegółowe kontrole mogą obejmować częściowy demontaż w celu oceny elementów wewnętrznych. Przeszkolony personel wizualnie sprawdza powierzchnie miechów pod kątem korozji, pęknięć zmęczeniowych, odkształceń wymiarowych lub nagromadzenia się ciał obcych. Otwory inspekcyjne i zdejmowane pokrywy umożliwiają to bez konieczności całkowitego demontażu systemu. Monitorowanie wydajności śledzi parametry takie jak natężenie wycieków, temperatury robocze, sygnatury drgań i czasy reakcji siłowników. Pozwala to ustalić punkty odniesienia i zidentyfikować trendy degradacji. Zaawansowane techniki diagnostyczne obejmują endoskopy do badań wewnętrznych oraz urządzenia termowizyjne do wykrywania zmian temperatury. Analizatory drgań, systemy wykrywania nieszczelności, ultradźwiękowe pomiary grubości i badania prądami wirowymi również służą do oceny stanu uszczelnień.Konserwacja predykcyjnaObejmuje monitorowanie stanu w czasie rzeczywistym i analizę danych. Pozwala to przewidzieć potrzeby konserwacyjne i zapobiega nieoczekiwanym przestojom. Technologie wykrywania i monitorowania, takie jak czujniki temperatury, ciśnienia, wibracji i wycieków, śledzą nieprawidłowe warunki pracy. Bezprzewodowe czujniki i systemy zdalnego monitorowania umożliwiają zbieranie danych i generowanie alertów w czasie rzeczywistym. Dane te są analizowane za pomocą metod statystycznych, monitorowania trendów i algorytmów predykcyjnych. Komputerowe systemy zarządzania konserwacją (CMMS) integrują zbieranie i analizę danych w celu zarządzania harmonogramami konserwacji i danymi historycznymi.
Strategie proaktywnej konserwacji
Wdrażanie strategii proaktywnej konserwacji znacznie wydłużażywotność uszczelnienia mechanicznego. Regularna kontrolaObejmuje on wizualne kontrole zużycia, nieszczelności lub uszkodzeń. Personel sprawdza również stan powierzchni uszczelnienia pod kątem zarysowań lub wżerów. Prawidłowy montaż jest zgodny z wytycznymi producenta. Do precyzyjnego montażu używane są odpowiednie narzędzia. Odpowiednie smarowanie powierzchni uszczelnienia minimalizuje tarcie i zużycie. Odpowiednie systemy chłodzenia zapobiegają przegrzaniu. Dobór uszczelnienia do warunków pracy w danym zastosowaniu zapewnia jego zgodność z płynami i czynnikami środowiskowymi. Monitorowanie operacyjne śledzi wskaźniki wydajności uszczelnienia, takie jak stopień nieszczelności i temperatura. Reguluje to parametry pracy, aby zapobiec nadmiernemu zużyciu. Kontrola zanieczyszczeń utrzymuje czyste środowisko wokół uszczelnienia. System wykorzystuje systemy filtracji do usuwania cząstek stałych z płynu.Unikanie pracy na suchoZapobiega pracy uszczelnień bez ciągłego przepływu cieczy chłodzącej między powierzchniami uszczelnienia. Monitory pracy na sucho mogą w tym pomóc. Unikanie nadmiernych wibracji utrzymuje systemy pomp w ich punkcie najlepszej sprawności (BEP). Zapobiega to recyrkulacji i kawitacji. Kluczowe jest również zajęcie się degradacją lub brakiem równowagi układu. Prawidłowe smarowanie wykorzystuje odpowiedni rodzaj środka smarnego, aby utrzymać warstwę płynu chłodzącego. Minimalizuje to zużycie i tarcie. Zapobiega również wzrostowi temperatury w komorach uszczelnień. Prawidłowy montaż zapewnia prawidłowe i precyzyjne ustawienie oraz dokładność geometryczną. Zapobiega to przedwczesnemu zużyciu i awariom.
Ciągłe szkolenie personelu
Ciągłe szkolenie personelu jest niezbędne do utrzymania integralności uszczelnienia mechanicznego i zapobiegania problemom z kompatybilnością. Programy szkoleniowe, takie jak „Uszczelnienia mechaniczne – seminarium internetowe na temat konstrukcji i projektowania”, uwzględniają korzystanie z przewodników dotyczących kompatybilności jako kluczowy temat. Ekspert Gomez podkreślił wartość szkoleń w zakresie „zgodność elastomerów”. Opowiedział, jak pomogło to rozwiązać chroniczne awarie uszczelnień w rafinerii. Stwierdził: „Kilka lat temu odbyłem szkolenie w rafinerii i po prostu dzięki nauczaniu o kompatybilności elastomerów pomogłem rozwiązać kilka chronicznych awarii uszczelnień. Jestem głęboko przekonany, że szkolenia to podstawa”.Uszczelki przemysłoweKurs „VS62XX” zapoznaje studentów z podstawami różnych typów uszczelek, szczeliw i uszczelnień. Obejmuje on zagadnienia „Rodzaje, materiały i właściwości” uszczelnień. Obejmuje to również aspekty kompatybilności płynów, istotne dla ich zastosowania i wydajności.
Dokumentowanie wydajności uszczelnienia mechanicznego
Dokumentowanie działania uszczelnień mechanicznych dostarcza kluczowych informacji. Praktyka ta pomaga skutecznie identyfikować i rozwiązywać problemy z kompatybilnością. Kompleksowa dokumentacja pozwala zespołom zrozumieć przeszłe zachowania i przewidywać przyszłe problemy. To proaktywne podejście zapobiega nieoczekiwanym awariom i redukuje kosztowne przestoje.
Zespoły powinny skrupulatnie zapisywaćróżne krytyczne punkty danychDokumentują rzeczywiste parametry pracy. Należą do nich natężenia przepływu, ciśnienia, temperatury i zużycie energii. Istotne są zapisy dotyczące odchyleń od specyfikacji projektowych. Takie dane ujawniają, jak uszczelnienie zachowuje się w rzeczywistych warunkach. Rejestrują również właściwości cieczy procesowej. Należą do nich temperatura, lepkość, ciężar właściwy i skład chemiczny. Odnotowywane są wszelkie zmiany w stosunku do pierwotnej konstrukcji lub ostatnie modyfikacje. Pomaga to precyzyjnie określić naprężenia uszczelnienia związane z cieczą.
Ponadto personel dokumentuje stan podzespołów systemu. Dotyczy to rurociągów, łożysk i systemów wsporczych. Uwzględnia on wszelkie ślady zużycia lub uszkodzeń. Zapewnia to optymalne funkcjonowanie uszczelnienia w otoczeniu. Rejestrowanie poziomów drgań jest również niezbędne. Obejmuje to historyczne i bieżące dane dotyczące drgań, miejsca pomiarów oraz zakresy częstotliwości. Identyfikacja potencjalnych źródeł drgań pomaga zapobiegać naprężeniom mechanicznym na uszczelnieniu. Dokumentowanie stanu współosiowości urządzeń to kolejny kluczowy krok. Prawidłowe współosiowość minimalizuje nadmierne naprężenia na powierzchniach uszczelnienia.
Historia konserwacji zapewnia cenny kontekst. Zespoły gromadzą i analizują dokumentację konserwacji, zlecenia robocze i wcześniejsze raporty o awariach. Pozwala to zidentyfikować powtarzające się problemy lub schematy wymiany podzespołów. Badają systemy uszczelnień. Obejmuje to systemy płukania, systemy z płynem zaporowym oraz obwody chłodzenia. Weryfikowana jest prawidłowa instalacja, działanie i kalibracja oprzyrządowania. Ocena środowiskowa rejestruje temperatury otoczenia, ciśnienia i charakterystykę płynów. Odnotowywane są odchylenia od normy. Na koniec zespoły dokumentują układy pomocnicze. Obejmuje to układy chłodzenia i smarowania, a także systemy płukania i z płynem zaporowym. Zapewniają one prawidłowe ciśnienie, przepływ i jakość płynów.
Dokładna dokumentacja tworzy cenną bazę wiedzy. Informacje te wspierają podejmowanie świadomych decyzji. Poprawiają niezawodność i żywotność tych kluczowych komponentów. Taka praktyka ostatecznie przyczynia się do ogólnej wydajności operacyjnej i bezpieczeństwa.
Koszt zaniedbania kompatybilności uszczelnień mechanicznych
Konsekwencje finansowe porażki
Zaniedbanie kwestii kompatybilności płynów w uszczelnieniach mechanicznych stwarza znaczne obciążenia finansowe dla firm. Przedwczesne uszkodzenia uszczelnień prowadzą do wzrostu kosztów.części zamiennei robocizny. Organizacje ponoszą wyższe koszty utrzymania z powodu częstych napraw i interwencji awaryjnych. Stracony czas produkcji w wyniku nieoczekiwanych przestojów również skutkuje znacznymi stratami przychodów. Te bezpośrednie i pośrednie koszty mają poważny wpływ na rentowność i budżet operacyjny firmy.
Szkody wizerunkowe i wpływ na markę
Niezgodność płynów może poważnie zaszkodzić reputacji i wizerunkowi marki firmy. Wycofania produktów, negatywne recenzje i znaczna utrata zaufania konsumentów często następują po incydentach naruszenia integralności produktu. Konsumenci oczekują bezpiecznych produktów wysokiej jakości. Każde odstępstwo od tych oczekiwań powoduje spadek lojalności wobec marki. Na przykład, badanie wykazało, że71% właścicieli zwierząt domowychstraciliby zaufanie do preferowanej marki karmy dla zwierząt, gdyby wycofano ją ze sprzedaży. Podkreśla to kluczowe znaczenie zachowania integralności produktu dla zachowania zaufania konsumentów.Efektywna analiza ryzyka i awarii uszczelnień mechanicznychma kluczowe znaczenie dla doskonałości operacyjnej. Praktyka ta zwiększa niezawodność produktu, spełnia oczekiwania klientów i obniża koszty, a tym samym pośrednio wspiera wizerunek marki poprzez zapewnienie jakości produktu.
Kwestie zgodności z przepisami i kary
Ignorowanie kompatybilności płynów może również skutkować poważnymi naruszeniami przepisów i wysokimi karami finansowymi.Branże podlegają surowym przepisom dotyczącym ochrony środowiskadotyczące emisji zanieczyszczeń, lotnych związków organicznych (LZO) i materiałów niebezpiecznych. Nieprzestrzeganie tych przepisów może skutkować wysokimi grzywnami i konsekwencjami prawnymi.Surowe przepisy dotyczące ochrony środowiska w KaliforniiNa przykład, zabraniają wycieku toksycznych lub niebezpiecznych płynów. Nawet nieznaczny wyciek w Kalifornii może być problematyczny ze względu na te przepisy. Emisje ulotne mogą skutkować sankcjami ze strony organów regulacyjnych, takich jak Cal/OSHA lub BAAQMD. Agencje ochrony środowiska często nakazują stosowanie określonych norm i praktyk uszczelniania, aby zminimalizować szkody dla środowiska.
Kompatybilność z płynami stanowi podstawę niezawodnego działania uszczelnień mechanicznych i integralności systemu. Priorytetowe traktowanie tej kompatybilności zapobiega kosztownym awariom, zapewnia wydajność operacyjną i zwiększa bezpieczeństwo. Proaktywny dobór materiałów, rygorystyczne testy i ciągły monitoring są kluczowe dla długoterminowego sukcesu uszczelnień mechanicznych. Praktyki te zabezpieczają działanie i optymalizują niezawodność systemu.
Często zadawane pytania
Co oznacza kompatybilność płynów w przypadku uszczelnień mechanicznych?
Kompatybilność z płynami opisuje odporność materiału uszczelnienia mechanicznego na degradację w kontakcie z określonym płynem. Ta odporność zapobiega uszkodzeniu materiału, korozji i innym szkodliwym wpływom chemicznym. Zapewnia integralność i niezawodność uszczelnienia.
W jaki sposób niekompatybilne płyny mogą powodować uszkodzenie uszczelnień mechanicznych?
Niezgodne płyny powodują uszkodzenia uszczelnień na różne sposoby. Mogą one degradować materiały, prowadząc do pęcznienia lub kruchości elastomerów. Atak chemiczny i rozpuszczanie osłabiają elementy. Występuje również zużycie ścierne i erozja. Degradacja termiczna elementów uszczelnień dodatkowo przyczynia się do ich uszkodzenia.
Dlaczego właściwy dobór materiału ma kluczowe znaczenie dla kompatybilności uszczelnienia mechanicznego?
Właściwy dobór materiałów ma kluczowe znaczenie, ponieważ bezpośrednio wpływa na żywotność uszczelnienia. Wybór odpowiednich materiałów zapewnia odporność na chemiczne i fizyczne właściwości płynu. Zapobiega to przedwczesnemu zużyciu, korozji i poważnym awariom. Utrzymuje również integralność uszczelnienia.
Jakie są główne konsekwencje zaniedbania kwestii kompatybilności płynów?
Zaniedbanie zgodności płynów prowadzi do zwiększonych wycieków i strat produktu. Skraca to czas sprawności i wydajność sprzętu. Firmy ponoszą wysokie koszty konserwacji. Stwarza to również zagrożenia dla bezpieczeństwa i środowiska. Ogólna wydajność i niezawodność systemu ulegają pogorszeniu.
Czas publikacji: 30 grudnia 2025 r.